Umbau einer Sieg Micro Mill X1 Mikrofräse für CNC-Betrieb
Hinweis 1: Die beschriebene Schrittmotoransteuerung wird am 230 Volt Stromnetz angeschlossen. Beschrieben ist wie immer mein privater Experimentalaufbau.Von einem Aufbau in einem anderen Umfeld rate ich ab und übernehme keinerlei Verantwortung. Durch Fehlbedienung/Fehlkonstruktion können beispielsweise teure Fräsen beschädigt werden oder sonstige Schäden entstehen. Sagen Sie nachher nicht, ich hätte Sie nicht gewarnt…
Hinweis 2: Diese Aktivität ist nicht abgeschlossen. Das Dokument beschreibt also den momentanen Stand.
Ich habe in 2007 eine kleine Fräse erstanden. Diese Fräse kommt von der chinesischen Firma Sieg (Link auf wikipedia) und wird auf der ganzen Welt unter verschiedenen Handelsnamen verkauft. Zur Fräse hat sich im Internet eine Community gebildet und Verbesserungen etc. werden dort diskutiert.
Die Sieg X1 wird allgemein als eine der kleinsten im Handel erhältliche Fräsen angesehen, mit der man noch ernsthaft Arbeiten mit dem Werkstoff Stahl durchführen kann. Messing und Aluminium sind weniger problematisch und daher ohnehin auch für kleine Fräsen kein Problem. Die Genauigkeit der X1 wird -je nach Anspruch- als gut bis ok angesehen.
Umbau auf Riemenantrieb: Der ungünstige Antrieb der Fräse, bei dem Plastikzahnräder verwendet werde, habe ich zunächst auf Riemenantrieb umgebaut. Hierfür gibt es fertige Bausätze. Den Umbau habe ich hier beschrieben.
In 2010 habe ich begonnen, diese Fräse auf CNC-Betrieb umzubauen. Im folgenden ist der Umbau meiner Sieg X1 beschrieben. Ich habe dies in folgende Abschnitte unterteilt
- Ausgangssituation vor dem Umbau
- Auswahl der Schrittmotoren
- Mechanischer Umbau der Fräse
- Bau der Motoransteuerung
- Limitschalter
- Aufbau eines Steuer-PCs mit Linux und EMC2 als CNC-Software
- Nutzungsbeispiele
Ausgangssituation
Hier ein paar Bilder vor dem Umbau.
 Ausgangssituation: Die Fräse im
Originalzustand für Handbetrieb. (Der Windows Inside Aufkleber ist nur ein
Scherz von mir…)
Ausgangssituation: Die Fräse im
Originalzustand für Handbetrieb. (Der Windows Inside Aufkleber ist nur ein
Scherz von mir…)
 Das Bedienpanel der Fräse. Neben Links- und
Rechtslauf kann die Drehgeschwindigkeit zwischen 0 und 2000 U/min geregelt
werden, dazu gibt es zwei Gänge H/L und eine elektronische Regelung.
Das Bedienpanel der Fräse. Neben Links- und
Rechtslauf kann die Drehgeschwindigkeit zwischen 0 und 2000 U/min geregelt
werden, dazu gibt es zwei Gänge H/L und eine elektronische Regelung.
Die Fräse besitzt Handräder für X,Y und die Z-Richtung. Die Tischgröße beträgt 240x145mm.
In X und Y Richtung kann man in 0,025 mm Schrittmarkierungen auf dem Skalenring verstellen, eine Umdrehung besitzt dabei 80 Teilungen, so dass eine Umdrehung einen Verstellweg von 2 mm bedeutet. X-Verfahrweg ist 180 mm, Y-Verfahrweg ist 90 mm.
 Der X-Antrieb
Der X-Antrieb
 Der Y-Antrieb; da das Handrad bei einem Umzug
kaputt ging, habe ich den Antrieb durch eine selbstgemachte Lösung aus Metall
ersetzt
Der Y-Antrieb; da das Handrad bei einem Umzug
kaputt ging, habe ich den Antrieb durch eine selbstgemachte Lösung aus Metall
ersetzt
In Z Richtung fehlt ein Skalenring, man kann den Verstellweg direkt auf einer Achsenskala ablesen. Auf dieser Achse bedeutet eine Umdrehung einen Verstellweg von 1,5mm. Z-Verfahrweg ist 235mm.
 Der Z-Antrieb
Der Z-Antrieb
In Z-Richtung gibt es noch einen Feintrieb, der einen eigenen Verstellweg von 30mm besitzt. Der Feintrieb wird durch Heben/Senken eines Handarms bedient. Bei einer Steuerung mittels CNC wird dieser Feintrieb nicht genutzt, er darf keine Wirkung mehr haben.
 Z-Feintrieb mit Handarm
Z-Feintrieb mit Handarm
Die folgende Tabelle stellt genannte Werte noch einmal dar.
| Achse | mm/Umdrehung | Verfahrweg [mm] | Verfahrweg [mm] Großer XY-Tisch |
|---|---|---|---|
| X | 2 | 180 | 304 |
| Y | 2 | 90 | 139 |
| Z | 1,5 | 235 | |
| Z Feintrieb | 30 |
Auswahl der Schrittmotoren
Nach längerem Studium bin ich zu dem Schluss gekommen, dass Schrittmotoren unter 1Nm Haltekraft zu schwach sein könnten. Ich habe daher 1,8Nm Motoren von MotionKing gekauft (Typ 23HS8430), 200 Vollschritte pro Umdrehung. Diese Motoren haben 4 Adern und ziehen 3A im Maximum. Sie sind geringe 76mm lang und wiegen etwa 1040 Gramm. Als Maßbezeichnung sind dies “NEMA23” Motoren, die 4 Befestigungslöcher für Schrauben sind quadratisch auf 47,14x47,14mm angeordnet.
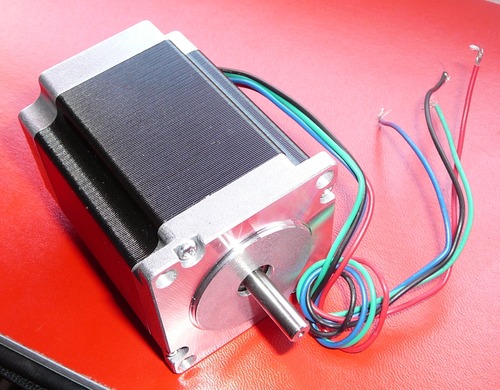 Der Motor MotionKing 23HS8430
Der Motor MotionKing 23HS8430
Mechanischer Umbau der Fräse
Erster Versuch: Komplette Eigenlösung
Zunächst habe ich eine vollständige Eigenlösung gestartet. Diese hat sich aber als sehr aufwendig herausgestellt und ich habe sie daher abgebrochen.
Diesen erste Versuch habe ich trotz allem hier beschrieben und lasse das Dokument aus historischen Gründen bestehen.
Zweiter Versuch: Verwendung eines gekauften CNC Conversion Kits
In einem zweiten Durchgang habe ich mir einen CNC Conversion Kit für die Sieg Micro Mill X1 von http://www.cnc-fusion.com gekauft.
Suche im Internet brachte 2013 leider keinen Anbieter in Europa, aber bei http://www.cncfusion.com/ in Texas werde ich fündig. Dort wurde ein Konversionskit für die X1 fertig, mit allen benötigten Teilen angeboten, siehe http://www.cncfusion.com/micromill1.html . 2016 ist das Kit immer noch im Angebot.
Für etwa 360 Euro (inklusive deutscher Steuer und Zoll) erstehe ich das Kit und nach etwa 14 Tagen ist das Kit bei mir. Es ist nicht billig, aber dafür ist auf mechanischer Seite praktisch nichts mehr zu tun.

Die drei Motoradapter, die in die an der Fräse vorhandenen Bohrungen passen. Oben links die Motorkupplungen, die an 6,3mm-Motorachsen sowie an die Achsen der Fräse direkt angeschraubt werden können. Die Fräsenachsen werden über jeweils zwei kleine Kugellager geführt. Schließlich sind auch alle nötigen Schrauben beim Kit dabei.

Next Step: Anbau der Motorhalterungen TBD
Bau der Motoransteuerungen
Da die Motoren 3A Strom ziehen, kann die beliebte L297/L298-Lösung nicht zum Einsatz kommen. Professionelle Steuerungen sind mir zu teuer und ich werde hier fündig, eine Schaltung mit Platinendesign, die bis zu 4A verkraftet. Diese stammt wohl aus der Elektor, Jahrgang 9/1999. Es kommt der Leistungs-Baustein L6203 zum Einsatz, der vom L297 angesteuert wird. Die Schaltung ist im wesentlichen die aus dem Datenblatt des L6203. Da ich das Teil dreimal brauche und das alles lange halten soll, beschließe ich einen Aufbau auf Platinen, also keinen losen Aufbau. Die Platinen will ich selbst ätzen. Das habe ich zuletzt vor rund 25 Jahren gemacht und habe daran keine so tollen Erinnerungen, es ging meist irgendwas schief und das Ergebnis war minderqualitativ. Nach kurzem Internet-Studium steht fest: am Verfahren hat sich seitdem kaum was geändert, außer dass das damals genutzte Eisentrichlorid (das diese tollen unentfernbaren Flecke in die Kleider und auf den Teppich machte) heute out ist. Das Selbstanfertigen von Platinen besteht aus den Schritten:
- Vorlage erstellen
- Belichten
- Entwickeln
- Ätzen
- Rückstande entfernen
- Bohrungen anfertigen
und ist beispielsweise unter den folgenden Links sehr ausführlich beschrieben:
- http://www.sprut.de/electronic/platinen/: schöne Beschreibung des kompletten Vorgangs. Auch ein Eigenbau-UV-Belichter wird dort beschrieben.
- http://www.strippenstrolch.de/1-1-4-die-geaetzte-platine.html: Mit Halogenstrahler belichten und mit Eisendreichlorid ätzen
- http://www.analog-synth.de/selberaetzen/belichten.htm: Weitere gute Beschreibung
- http://www.mikrocontroller.net/topic/59656: Diskussion über Belichtungsdauer bei Belichtung mit Halogenlampen und anderen UV-armen Lichtquellen
- http://thomaspfeifer.net/: Platinen ohne Belichtung mittels Laserdrucker und Tonertransfer (“Toner Transfer Methode”) direkt bedrucken und ätzen
- http://www.rn-wissen.de/index.php/Platinenherstellung_mit_der_%22Foto-Transfer-Technik%22: Dasselbe bei RN-Wissen
- http://www.modding-faq.de/index.php?artid=718&page=1: Selbstbasteln eines UV-Belichters im Scannergehäuse
- http://myweb.cableone.net/wheedal/pcb.htm: ( englische) Beschreibung des Bedrucken der Platine mit einem Laminiergerät ( abgewandelte Toner Transfer Methode)
- http://www.mikrocontroller.net/articles/Platinenhersteller: Liste von Firmen, die nach Vorlage einzelne Platinen ätzen oder auch Kleinserien.
Ich steuere daher hier nur ein paar Bilder des Entstehens meiner Platinen bei. Basis ist ein fertiges Set von Reichelt.
Vorlage erstellen: Die Vorlage wird als Laser-Transparent-Folie erzeugt. Ich drucke dreimal aus und klebe die drei Drucke übereinander. Damit sind die schwarzen Stellen nicht mehr durchsichtig. Vielleicht langt auch zweimal, aber mir fehlt die Erfahrung und die Lust am Experimentieren (natürlich nur beim Platinenerstellen).
Nachtrag: Ich habe später andere Platinen entwickelt und dabei auch versucht, Ergebnisse mit 2 Folien (ok&gut) und sogar mit nur einer Folie zu erzielen. Bei nur einer Folie schleichen sich zahlreiche winzige Stellen ein, bei denen zu stark belichtet wurde und nach dem Ätzen sind dort Löcher und sogar an einer Stelle eine Leiterbahnunterbrechung entstanden. Nur eine Folie ist nicht zu empfehlen.
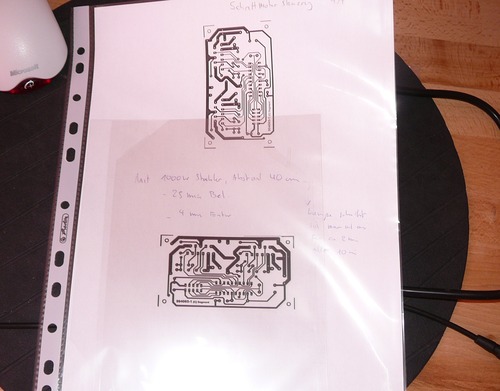 Im Bild die Transparentfolie, hier zum
Schutz in einer Transparenthülle. Das Platinenbild oben ist nur ein Ausdruck auf
Papier, das unten querliegende sind die zusammengeklebten drei Tansparentfolien.
Im Bild die Transparentfolie, hier zum
Schutz in einer Transparenthülle. Das Platinenbild oben ist nur ein Ausdruck auf
Papier, das unten querliegende sind die zusammengeklebten drei Tansparentfolien.
Belichten: Da mir eine UV-Lampe fehlt, belichte ich mit einem 1000 Watt Halogenstrahler , den ich zufällig da habe. Die Belichtung mit 40cm Abstand ( sonst fängt die Platine und ihre Umgebung an zu brennen :-) dauert dann halt statt 2 Minuten satte 25 Minuten, aber das Ergebnis ist auch ok.
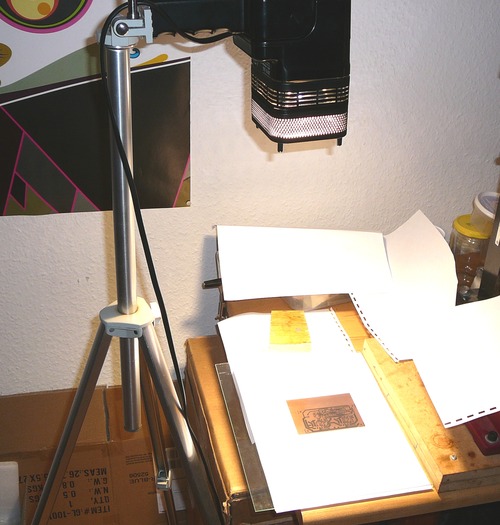 Der Aufbau beim Belichten. 40cm Abstand
zwischen Lampenglas und Platine. Die Platine ist mit einer Glasplatte abgedeckt.
25 Minuten Belichtung.
Der Aufbau beim Belichten. 40cm Abstand
zwischen Lampenglas und Platine. Die Platine ist mit einer Glasplatte abgedeckt.
25 Minuten Belichtung.
Entwickeln: In mindestens 3 Minuten kam ein gut ätzbares Ergebnis heraus. Eine Entwicklung mit 2 Minuten war unbrauchbar (Entwickler nicht ganz weg).
Ätzen: Mangels Heizung habe ich eine kleine Wanne mit dem Ätzmittel in eine große Wanne gestellt. In die große Wanne habe ich heißes Wasser eingefüllt und immer mal durch neues heißes Wasser ersetzt.
 Aufbau beim Ätzen. In rot die Wanne mit dem
heißen Wasser, in grau die kleine Wanne mit dem Ätzmittel.
Aufbau beim Ätzen. In rot die Wanne mit dem
heißen Wasser, in grau die kleine Wanne mit dem Ätzmittel.
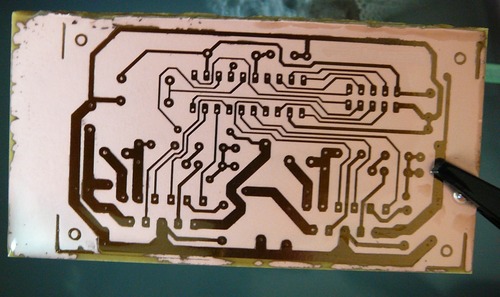 Zustand während des Ätzens
Zustand während des Ätzens
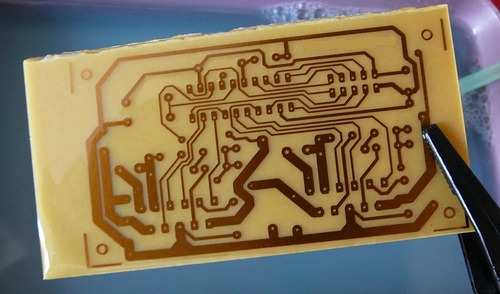 Zustand am Ende der Ätzung. Die Platine
wird danach noch zugeschnitten.
Zustand am Ende der Ätzung. Die Platine
wird danach noch zugeschnitten.
Zuschnitt: Wegen meiner natürlichen Faulheit :-) scheue ich das Zusägen der Platine mit der Handsäge. Ich probiere daher meine Dekupiersäge mit verschieden gezahnten Sägeblättern aus. Das Ergebnis ist katastrophal, die Blätter der Säge werden so heiß, dass die Zähne abschmelzen. Ich versuche auch erfolglos einen Zuschnitt mit einem Papierschneidemesser (das Messer geht fast kaputt). Dann nehme ich doch die Metallhandsäge und bin in wenigen Minuten fertig…
Nach dem Zuschneiden wird der noch vorhandene Entwickler mittels Spiritus von den Platinen entfernt. Danach werden die Platinen mit Lötlack eingesprüht. Dieser Lack verhindert die Oxidation der Leiterbahnen und erleichtert das spätere Löten.
 Die mit Lötlack besprühten Platinen. Die
Platine ganz rechts besteht aus Pertinax (, über dessen Eigenschaften sich schon
unsere Großväter geärgert haben), die beiden links aus Epoxyd-Harz.
Die mit Lötlack besprühten Platinen. Die
Platine ganz rechts besteht aus Pertinax (, über dessen Eigenschaften sich schon
unsere Großväter geärgert haben), die beiden links aus Epoxyd-Harz.
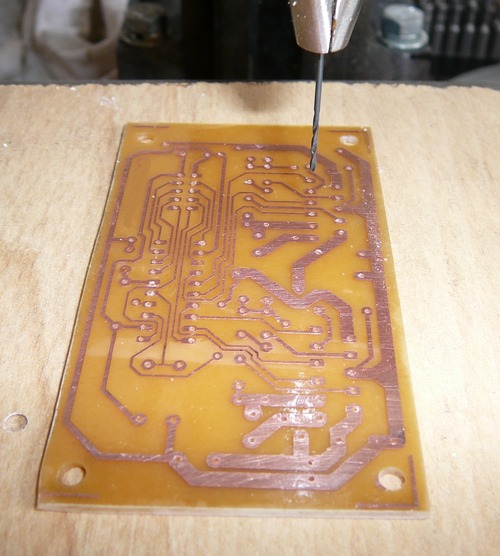 Bohren der Platinen. “Normale” Löcher werden
mit 0,8mm gebohrt, dickere Löcher mit 1mm.
Bohren der Platinen. “Normale” Löcher werden
mit 0,8mm gebohrt, dickere Löcher mit 1mm.
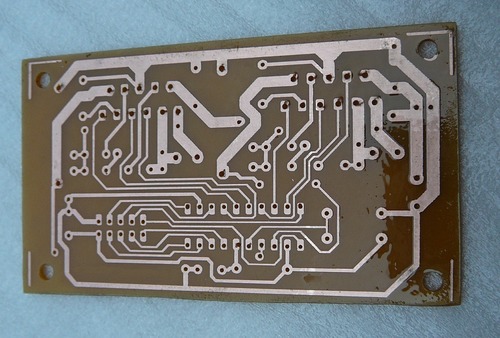 Eine fertig gebohrte Platine
Eine fertig gebohrte Platine
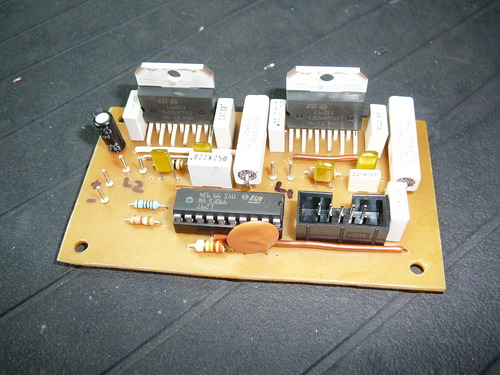 Und hier die erste der drei Platinen
mit kompletter Bestückung. Hinten die beiden L6203. Der Kühlkörper wird erst
später angebracht.
Und hier die erste der drei Platinen
mit kompletter Bestückung. Hinten die beiden L6203. Der Kühlkörper wird erst
später angebracht.
Netzteilberechnung
Im Probebetrieb (eine Steuerungsplatine mit einem Motor, keinerlei Integration zur Fräse hin) konnte ich die Steuerung zunächst nur kurz mit dem ausgesuchten Motor betreiben. Die beiden L6203 wurden sehr heiß, daher habe ich Tests immer schnell abgebrochen. Kaputtgehen kann prinzipiell nichts, der L6203 schaltet bei 150 Grad Hitze den Motor einfach ab… dann sind die Lötstellen noch nicht flüssig :-)
Offensichtlich brauche ich Kühlkörper für die Steuerungen. Internet-Recherche bringt einiges zur Berechnung von Netzteilen und Kühlkörpern ans Licht. Was dort schon festgestellt wurde, will ich hier nicht wiederholen, daher nur in Kürze…
Alle Formeln findet man unter http://www.einfach-cnc.de/netzteilberechnung.html
Spannung des Netzteils: Für meinen Motor und meine eben gebaute Motorsteuerung ergibt sich eine optimale Betriebsspannung von 39 Volt, die der Trafo bringen müsste. Es findet sich dort aber auch der Hinweis, dass man mit niedrigeren Spannungen auch glücklich werden kann.
Leistung des Netzteils: Weiterhin finden sich unter der genannten URL auch Formeln, um die benötigte Watt-Zahl für das Netzteil zu ermitteln. Ich komme mit der Annahme, dass 75% des Drehmoments meines Motors bei 1200 U/min erreicht werden (mir liegt die passende Kennlinie nicht vor, also schätze ich) auf einen Maximalverbrauchs eines Motors von 160 Watt. Der Wert ist für mich plausibel. Da theoretisch alle drei Motoren gleichzeitig laufen, brauche ich also ein Netzteil, das 3*160=480 Watt zur Verfügung stellt.
Ein 480 Watt Trafo für 24Volt (das sind etwa 33 Volt Gleichstrom) erfüllt also in etwa meine Anforderungen. 480VA ist schon ganz schön viel, aber es gibt handelsüblich Ringkerntrafos mit 500 (und sogar 1000) VA. Mein Wunschtrafo kommt auf etwa 60 Euro.
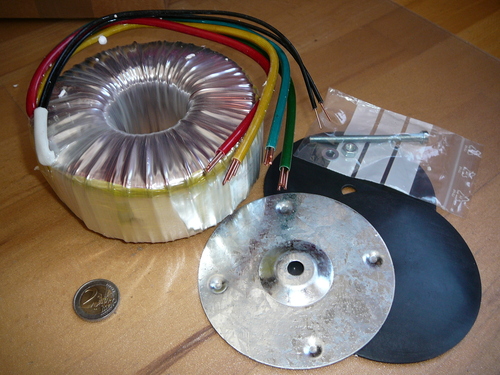 Bild: Der Ringkerntrafo mit 500VA (2x24
Volt und 2x20,84A). Befestigungsmaterial lag bei.
Bild: Der Ringkerntrafo mit 500VA (2x24
Volt und 2x20,84A). Befestigungsmaterial lag bei.
Das Netzteil besteht neben dem Trafo auch aus Gleichrichter und Kondensator. Auch hierfür findet man unter der oben angegebenen URL Formeln.
Gleichrichter: Der Gleichrichter muss für mindestens 14,08 Ampere ausgelegt sein. Ich werde einen 25A-Gleichrichter nehmen, die Kosten dieses Elements sind gering (ein paar Euro).
 Der Gleichrichter
Der Gleichrichter
Kondensator: Der Kondensator muss laut Formel 33.062 µF besitzen. Hier werde ich einen 22.000 oder einen 47.000µF-Typ nehmen (33.000µF-Typen gibts scheinbar nicht so einfach). Der Kondensator ist außerdem ziemlich teuer (fast 20 Euro).
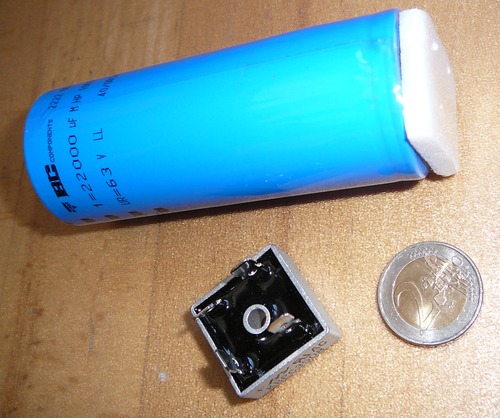 Der Kondensator, hoffentlich
langen die nur 22.000µF, im Bild zusammen mit dem Gleichrichter.
Der Kondensator, hoffentlich
langen die nur 22.000µF, im Bild zusammen mit dem Gleichrichter.
Kühlkörper: Man kann die Größe des benötigten Kühlkörpers berechnen. Dazu muss man wissen, wie viel Watt im L6203 in Hitze umgesetzt werden. Dazu gibt es dann passende Kühlkörper. Mittels des Links http://www.eevblog.com/2010/08/15/eevblog-105-electronics-thermal-heatsink-design-tutorial/ ermittle ich, dass ich einen Kühlkörper von etwa 2 Kelvin/Watt brauche. Das ist schon ein etwas größerer. Ich beschließe, einen ganz großen zu nehmen, an den ich dann alle 6 L6203 anbringen und kühlen kann. Dieser müsste dann nach meinem Laienverständnis 2/3 Kelvin/Watt (für drei Steuerungen) haben, ich finde einen mit 0,7 Kelvin/Watt und entscheide mich für den (Abmessung: 160x100x40mm, Preis ca. 10 Euro).
Sanftanlauf des Netzteils (Einschaltstrombegrenzung)
Ein erster Test des Netztrafos am Stromnetz zeigt, dass meine Hausabsicherung mit einer üblichen 16A-Sicherung sofort herausspringt. Der Transformator baut beim Einschalten ein Magnetfeld auf, und bei einem Transformator dieser Stärke wird kurzzeitig ein sehr hoher Strom gebraucht. Diesen Stromstoß hält die Sicherung für einen Kurzschluss und löst aus. Wenn ich es im Web richtig gesehen habe, ist der Stromstoß in der Größenordnung vom 25-fachen des Stroms, den der Trafo unter Belastung ziehen würde, bei 500VA also etwa 50A.
Das Problem ist allgemein bekannt, alle stärkeren Verbraucher wie Trafos oder Motoren benötigen eine Einschaltstrombegrenzung. Diese kann man als Vorschaltgerät im Handel erwerben oder unterschiedlich komplex selbst bauen. Ich studiere 2 Schaltungen, eine elegant-komplexere sowie eine ganz einfache. Die ganz einfache probiere ich mal schnell aus und sie funktioniert wunderbar. Ich baue diese Schaltung auf einer kleinen Platine auf.
In diesem Link ist am Anfang die komplexere Schaltung (mit DIAC, Thyristor und Relais) beschrieben, etwas weiter unten die ganz einfache mit NTC und Relais. Die ganz einfache Schaltung habe ich in folgendem Bild nochmal abgemalt.
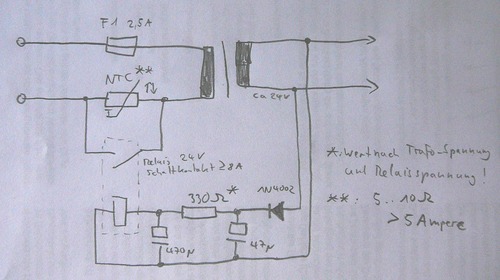 Achtung: Entgegen des oben im Bild
genannten Widerstands des NTCs habe ich einen Wert von 47 Ohm, bei dem etwa 4
Ampere durch den NTC fließen verwendet.
Achtung: Entgegen des oben im Bild
genannten Widerstands des NTCs habe ich einen Wert von 47 Ohm, bei dem etwa 4
Ampere durch den NTC fließen verwendet.
Die einfache Schaltung zur Einschaltstrombegrenzung aus dem Thread im HiFi-Forum (Link). Direkt nach dem Einschalten fließt ein relativ hoher Strom durch den NTC (Heißleiter), aber nicht so hoch, dass die Sicherung herausfliegt. Derselbe Strom fließt auch durch den Transformator, der nun “sanft” sein Magnetfeld aufbaut. Dabei wird zunehmend Spannung in der Sekundärwicklung des Trafos induziert. Diese Spannung wird über die Diode gleichgerichtet und lädt über den Widerstand mit bei mir 330 Ohm den Kondensator mit 470µF auf. Wenn die Spannung am Kondensator hoch genug ist, schaltet das Relais. Der Relaisschalter überbrückt dann den NTC, der nun keinen Strom mehr ziehen kann. Der ganze Strom fließt dann über den Trafo. Das Relais zieht innerhalb von ein paar dutzend Millisekunden, so dass der NTC in dieser kurzen Zeit nur lauwarm werden kann. Die Schaltung funktioniert trotz ihrer Einfachheit wunderbar.
 Die fertig aufgebaute Einschaltstrombegrenzung.
Oben rechts der NTC, oben links das Relais. (Die Buchsenleiste habe ich wie
folgt belegt: 1 und 2: Sekundärwicklung des Trafos, 3 frei, 4 und 5 Phase 1
230V, 5 und 6 Phase 2 230V. Geschaltet wird vom Relais Phase 2, also zwischen
den Kontakten 5 und 6).
Die fertig aufgebaute Einschaltstrombegrenzung.
Oben rechts der NTC, oben links das Relais. (Die Buchsenleiste habe ich wie
folgt belegt: 1 und 2: Sekundärwicklung des Trafos, 3 frei, 4 und 5 Phase 1
230V, 5 und 6 Phase 2 230V. Geschaltet wird vom Relais Phase 2, also zwischen
den Kontakten 5 und 6).
Die drei Schrittmotorsteuerungen wurden dann am Kühlkörper angebracht ( Isolierung nicht vergessen). Die ganze Steuerung mit Netzteil wurde kurzerhand in ein altes PC-Gehäuse eingebaut, dort steht ausreichend Platz zur Verfügung. Das folgende Bild zeigt einen Zwischenstand beim Aufbau der Motorsteuerung.

Unten Kühlkörper mit den drei Motorsteuerungen, unten Links die zwei SUB-D Buchsen. Oben rechts (hinter der Abdeckung) der Ringkerntrafo mit Netzteil und Sanftanlauf.
Für die Verbindungen
- PC zur Motorsteuerung
- Motorsteuerung zur Fräse
wurde je eine 25-polige SUB-D Buchse ins Gehäuse der Motorsteuerung eingebaut. SUB-D Buchsen sind bis 5A Strom spezifiziert, im Innern des Gehäuses sind Kabel mit ausreichendem Kabelquerschnitt zu verwenden. Pro mm2 Kabelquerschnitt können 8-10A transportiert werden (Angabe schwankt je nach Quelle, die ich im Internet gefunden habe). Mit 0,5mm2 Kabelquerschnitt pro Ader sollte man also hinkommen.
Die Verbindungskabel selbst sollten auch diesen Querschnitt haben. Für allererste Funktionstests werde ich allerdings simple Druckerkabel verwenden.
Gemäß EMC-Konvention (http://linuxcnc.org/docs/html/config_stepconf.html#cap:Parallel-Port-Setup) können nur bestimmte Pins der Drucker-Schnittstelle für Eingabe bzw. Ausgabe verwendet werden:
- Pin 2..9 für Ausgabe (Motoransteuerung etc.)
- Pin 10..13 für Eingabe (Sensoren wie Limit-Schalter etc.)
Basierend darauf habe ich meine Buchsen wie im folgenden Bild dargestellt belegt.
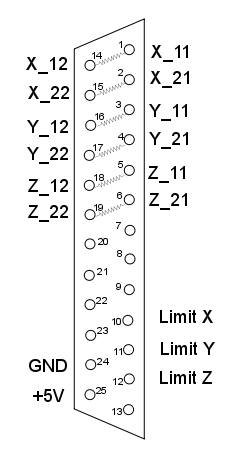 Links Eingangsbuchse in die Steuerung (PC<->Motorsteuerung), rechts
Ausgangsbuchse (Motorsteuerung<->Fräse). Die Verbindungen für die Limit-Schalter
sind von der Eingangsbuchse direkt durchgeschleift zur Ausgangsbuchse. An Pin
24/25 steht GND/+5V zur Verfügung, um an der Fräse kleinere Schaltungen (
Lichtschranken der Limit-Schalter) zu versorgen. Die Darstellung der Pinnummern
entspricht der Sicht von Hinten (=Lötseite) auf die Buchse bzw. der Sicht von
vorn auf den Stecker.
Links Eingangsbuchse in die Steuerung (PC<->Motorsteuerung), rechts
Ausgangsbuchse (Motorsteuerung<->Fräse). Die Verbindungen für die Limit-Schalter
sind von der Eingangsbuchse direkt durchgeschleift zur Ausgangsbuchse. An Pin
24/25 steht GND/+5V zur Verfügung, um an der Fräse kleinere Schaltungen (
Lichtschranken der Limit-Schalter) zu versorgen. Die Darstellung der Pinnummern
entspricht der Sicht von Hinten (=Lötseite) auf die Buchse bzw. der Sicht von
vorn auf den Stecker.
Das Ausgangskabel der Motorsteuerung hat 17 Leitungen, die recht dick sind. Daher wurde die 25-polige Buchse auf 4 neunpolige Stecker mit eigenem Kabel mit 5 Leitern geführt. Drei Stecker für die drei Motoren und ein Stecker für 5V und GND sowie spätere Erweiterungen. Die Verkabelung der drei Schrittmotorsteuerungen wurde wie folgt durchgeführt:
- Alle GND und +5V-Leitungen parallelgeschaltet
- Alle +/-36V Eingänge parallelgeschaltet
- pro Steuerung (X, Y, Z) werden Richtung (“DIR”) und Motortakt (“STEP”) auf die Eingangsbuchse gelegt.
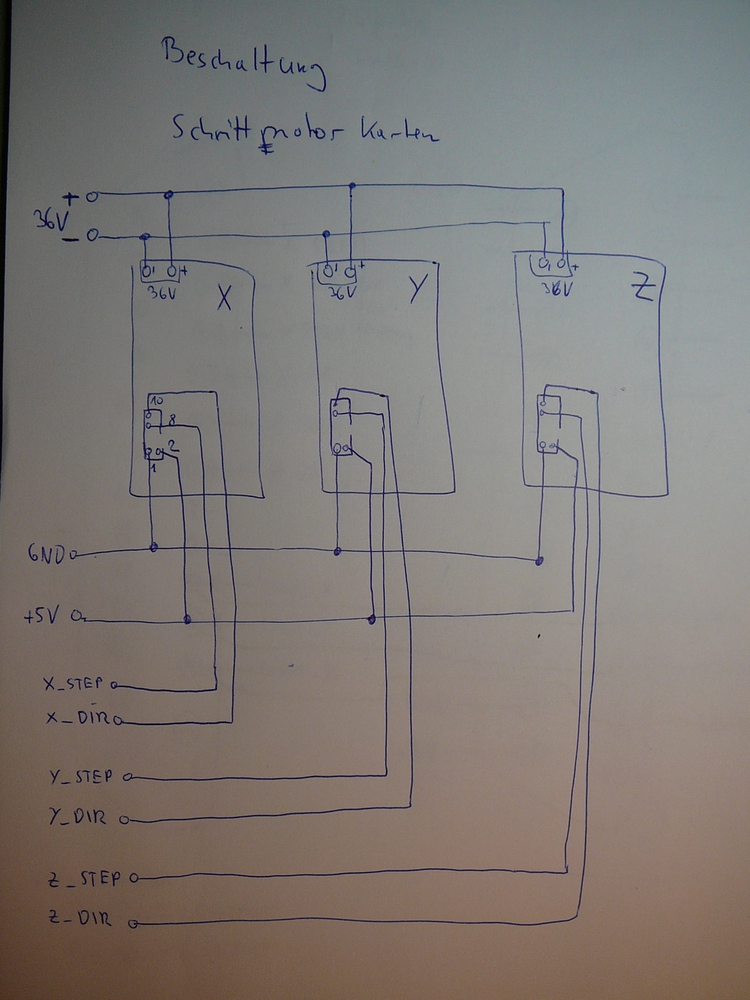 Verkabelung der drei Schrittmotorkarten
Verkabelung der drei Schrittmotorkarten
Nach obigen Überlegungen wurde die Verkabelung dann im Gehäuse durchgeführt.
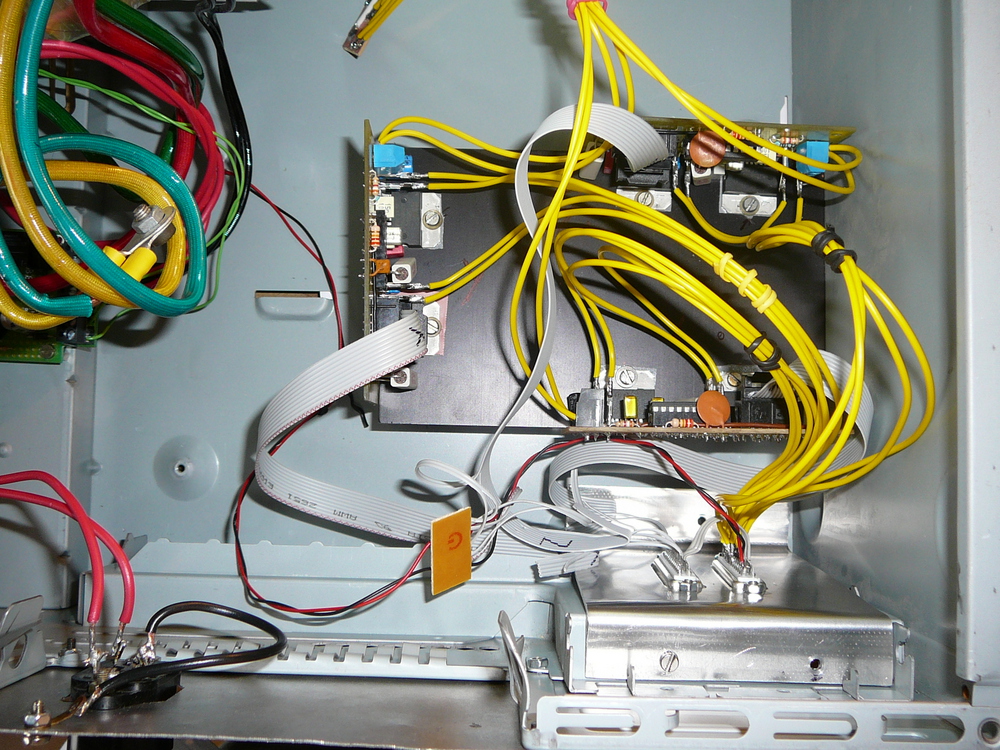 Blick auf Verkabelung im Gehäuse
Blick auf Verkabelung im Gehäuse
Ein erster Test mit extern angelegten +5V, einer extern angelegten Motorspannung von 15V/2A (statt 33V/20A) und manuell eingegebenen Taktsignalen an den drei Steuereingängen zeigt, dass die Schrittmotoren korrekt angesteuert werden.
Bei ersten Funktionstests sollte man die Leistung des Ringkerntrafos nicht verwenden. Falls nämlich etwas an der Verkabelung nicht stimmt, lösen sich bei 33V/20A Bauteile und auch Kabel explosiv in Qualmwolken auf. Daher sind z.B. 15V/2A mit Strombegrenzung fürs Testen aus einem Labornetzteil wesentlich harmloser.
Zwischenzeitlich wurden die ganzen Innereien der Motoransteuerung in ein besser geeignetes Gehäuse umgezogen. Dabei wurde auch die ausgangsseitige 25-polige SUB-D Buchse durch drei je 8-polige Buchsen Lumberg mit Schraubverschluss ersetzt (z.B. bei Reichelt). Die Kontakte sind für 5A/60V ausgelegt.
Limitschalter
Pro Achse habe ich einen Limitschalter vorgesehen. Der Schalter soll auch zur Bestimmung der Null-Position verwendet werden können.
Mein Limitschalter ist eine optische Variante. Eine Lichtschranke ist am Gerät befestigt, die in Endstellung (Nullposition) von einer Metallnase (“Fühler”) unterbrochen wird.
 Limitschalter Schaltplan.
Gabelllichtschranke Typ ist TCST1103.
Limitschalter Schaltplan.
Gabelllichtschranke Typ ist TCST1103.
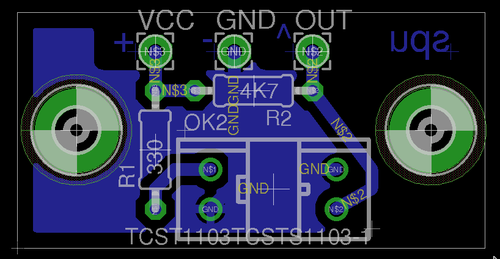 Bestückung Limitschalter
Bestückung Limitschalter
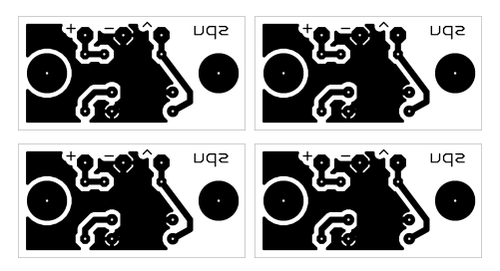 Ätzvorlage für 4 Limitschalter
Ätzvorlage für 4 Limitschalter
Um den Limitschalter anzubringen, ist eigene Kreativität erforderlich. Hier ein paar Bilder meiner Lösung.
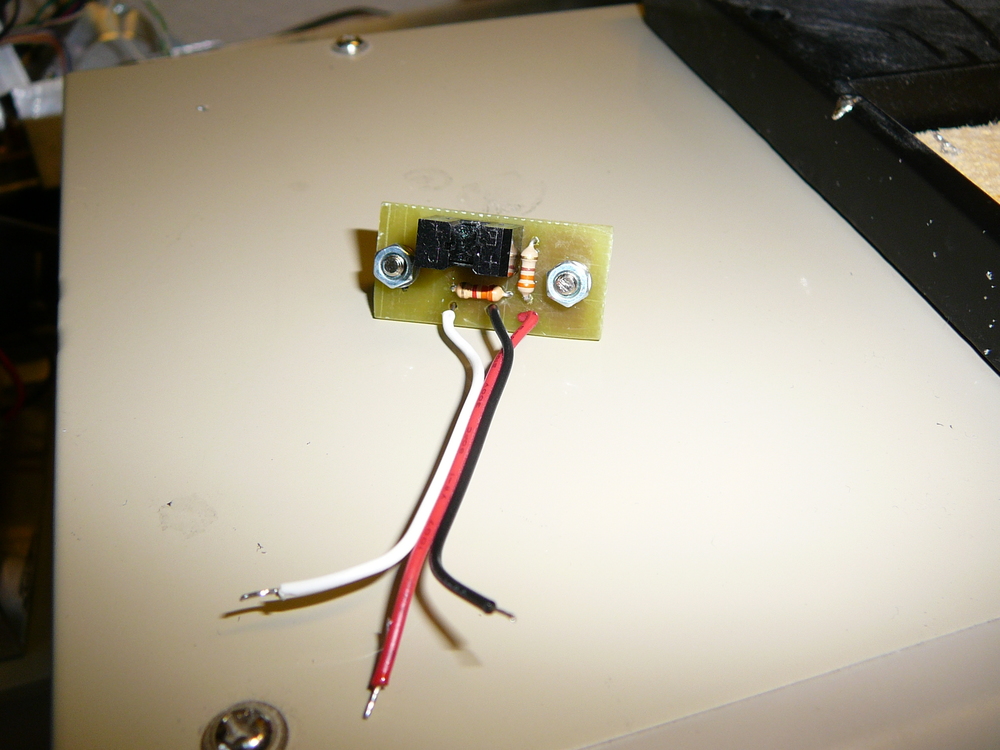 Ein fertiger Limitschalter
Ein fertiger Limitschalter
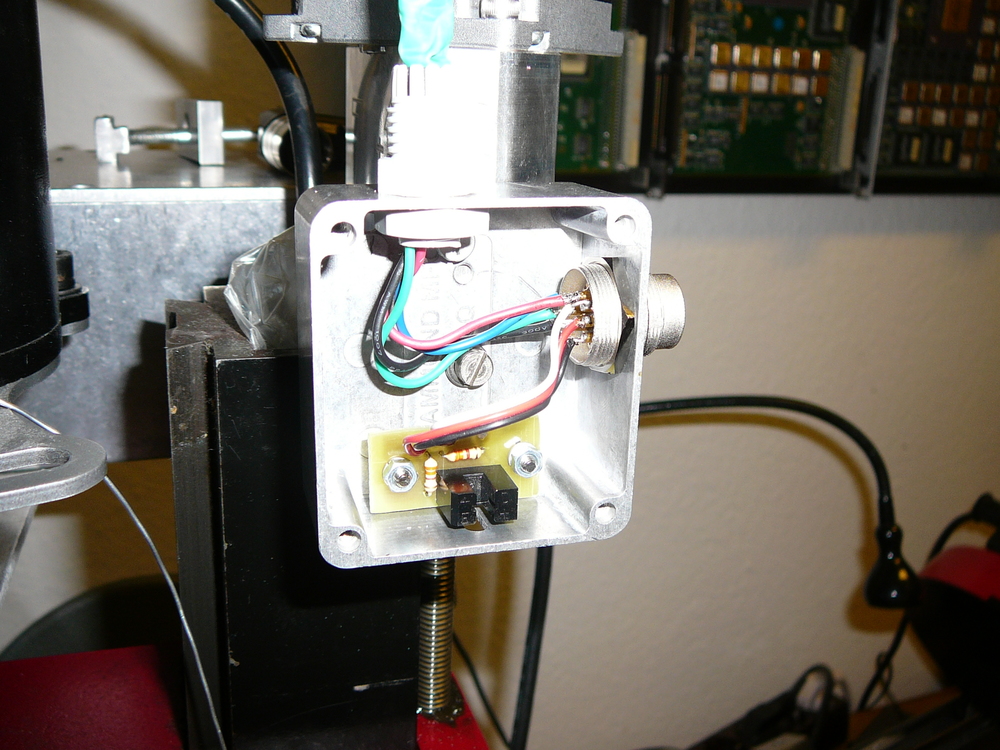
An Z-Achse angebrachtes Gehäuse mit Limitschalter und Motorbuchse
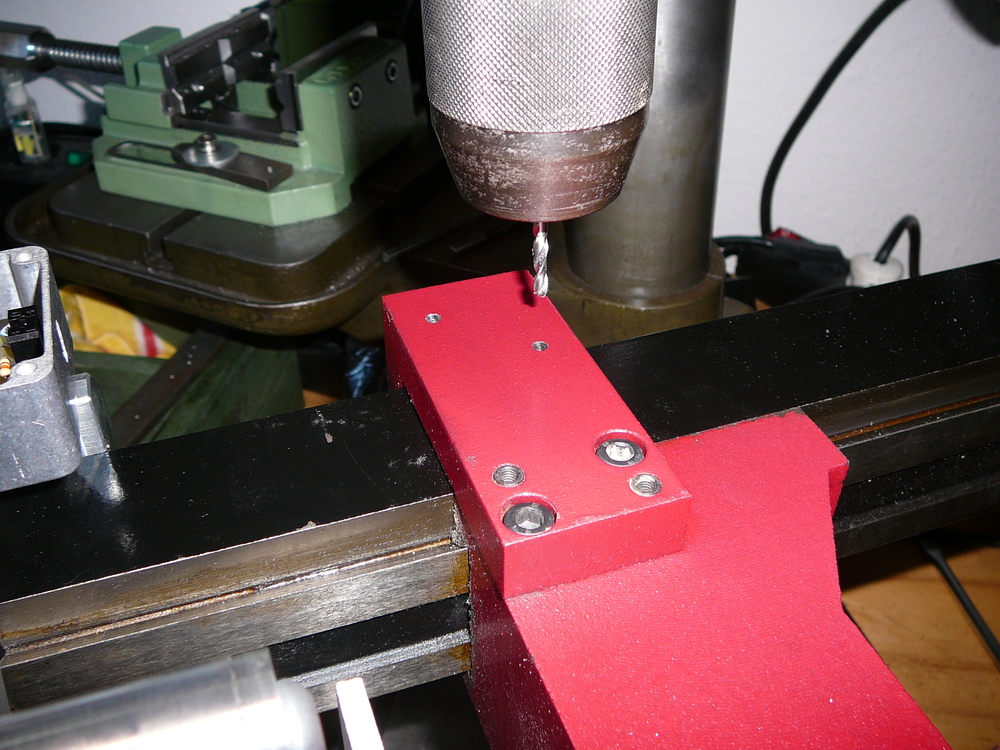 Bohren für 2 Gewinde, die den Fühler für die
Lichtschranke halten. Die Fräse liegt quer auf einer Ständerbohrmaschine.
Bohren für 2 Gewinde, die den Fühler für die
Lichtschranke halten. Die Fräse liegt quer auf einer Ständerbohrmaschine.
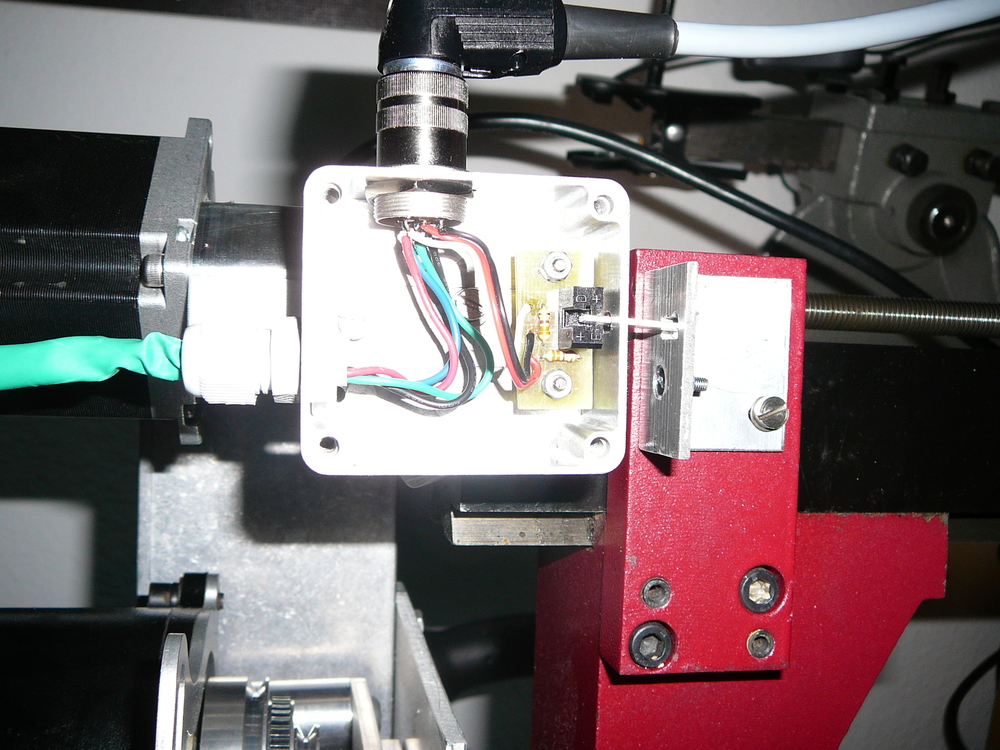 Hier kann man den Fühler sehen, er ragt durch einen
Schlitz im Gehäuse in die Lichtschranke hinein.
Hier kann man den Fühler sehen, er ragt durch einen
Schlitz im Gehäuse in die Lichtschranke hinein.
Als Steuerkabel verwende ich pro Motor ein 16-adriges geschirmtes Kabel mit je 0,14mm2 Querschnittsfläche. Für die Motoradern werden immer drei der Kabeladern zusammen verwendet, so dass der Motor 12 Adern benötigt. Drei weitere benötigt der Limitschalter.
Stecker/Buchsenbelegung je Motor und Kabelbelegung (evtl. nur für mich interessant :-) ):
| Pin | Belegung | Adernfarbe Kabel | Adernfarbe Motorgehäuse |
|---|---|---|---|
| 8 | Motor Spule 1 Anschluss 1 | rot/blau+weiss/grün+braun/grün | schwarz |
| 3 | Motor Spule 1 Anschluss 2 | grün+gelb+braun | grün |
| 5 | Motor Spule 2 Anschluss 1 | lila+grau/rosa+gelb/rot | blau |
| 2 | Motor Spule 2 Anschluss 2 | blau+rosa+grau | rot |
| 4 | Limitschalter Ausgang | weiß | weiß |
| 1 | Limitschalter +5V | rot | rot |
| 7 | Limitschalter GND | schwarz | schwarz |
| 6 | N.C. |
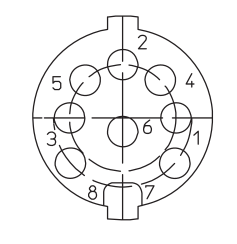
Steckerbelegung Lumberg-Serie, 8-polig
Mit einer supersimplen Ansteuerung mittels AVR kann ich das ganze Zusammenspiel schon mal testen. Die Ansteuerung besitzt Taster zur Motorsteuerung und eine LCD-Anzeige. Außerdem wird der Limitschalter abgefragt.
| Pin | Nutzung |
|---|---|
| PD3 | Limitschalter |
| PD4 | DIR |
| PD5 | Pulse |
Weiter: Test mit EMC-Ansteuerung und “lose” liegenden Motoren.
Aufbau eines Steuer-PCs mit Linux und EMC2 als CNC-Software
Ich habe mich zur Nutzung der Software EMC2 entschieden (deutsche Seite hier: http://linuxwiki.de/EMC). Diese bietet eine in Foren sehr gut besprochene Funktionalität an, um einen PC in eine CNC-Steuerung umzuwandeln. Die Steuerung erfolgt über den Parallel-Port des Rechners.
Ich habe mir einen Extra Rechner für den Umbau aus älteren Komponenten zusammengebastelt. CPU ist ein AMD Athlon 64 mit 2,4Ghz. Unter 1Ghz sollte man laut EMC2-Enwickler nicht nehmen, da auch eine graphische Oberfläche läuft. Der Rechner bekommt 1GB Speicher und eine ältere Festplatte mit 40GB. Essentiell ist die Verfügbarkeit einer parallelen Schnittstelle. Parallele Schnittstellen können als PCI-Karte nachgerüstet werden (war hier nicht nötig).
EMC2 kommt als Komplett-Distribution, die auf Ubuntu Hardy beruht. Besonderheit der EMC Ubuntu-Installation: Diese Installation benutzt eine Realtime-Kernel, der zeitnah Interrrupts bearbeiten kann und externe Geräte so in einem engen Zeitraster steuern kann.
Danach sollte man den Latency Test durchführen. Bei meinem Board liegt die Latenz um 17.000ns, ein sehr guter Wert.
Mit dem EMC2 Wizard “stepconf” kann dann EMC konfiguriert werden, z.B. kann dort eingegeben werden, an welchen Pins der Druckerschnittstelle welches Motorsignal liegt etc. Innerhalb des Wizards können die Achsen bereits einzeln getestet werden. Beim Testen finde ich noch einen Verdrahtungsfehler der Motoransteuerung der Z-Achse. Das beim Testen verwendeten Druckerkabel wird beim Testen sehr warm, was zu erwarten war. Die Ströme sind einfach zu hoch, ich muß ein spezielles Kabel noch herstellen.
Nach der Konfiguration kann EMC2 gestartet werden. EMC2 liegen einige Beispiele bei, die man nun fräsen kann, auch wenn die Motoren noch nicht an der Fräse befestigt sind. Unter http://magge2k.roboterbastler.de/index.php?seite=17.emc2verwenden sind erste Schritte mit EMC2 wunderbar einfach beschrieben. Grob sinds:
- NOTAUS-Schalter deaktivieren (Button der EMC2-Oberfläche)
- Maschine einschalten (Button der EMC2-Oberfläche)
- Auf allen Achsen Referenzfahrt durchführen (auch dies mittels Buttons der EMC2-Oberfläche). Dies muß ich machen, da ich momentan noch keine Referenzschalter habe und EMC2 eine definierte Aussgangsstellung ( =Referenzpunkt) verlangt. Wenn man Referenzschalter hat, macht vermutlich EMC2 selbst die Referenzfahrt. Den Referenzpunkt hat man mit stepconf definiert.
- Danach kann man manuell die Achsen bewegen oder ein Beispiel laden und ausführen lassen.
Nutzungsbeispiele
(TBD)
Weiterführende Links
X1 Infos & Foren
http://groups.yahoo.com/group/hf47158toCNC/
-
User Forum
-
http://darkfibre.nl/micro-mill-overview/
- Vergleich Sieg X1 vs. Proxxon MF70 (die deutlich kleiner ist)
X1 Vertrieb
- Horst zu Jeddeloh Onlineshop , Deutschland (dort “Fräsmaschine X1 Super” genannt)
- http://www.axminster.co.uk/axminster-sieg-super-x1-micro-mill-mkii-prod719673/
- Axminster, England
X1 CNC Umbauten
- http://www.einfach-cnc.de/x1_version_1.html
- Umbau der X1 Version 1
- http://www.einfach-cnc.de/x1_version_2.html
- Umbau der X1 Version 2
- http://www.embeddedtronics.com/micromill.html
- Ein weiterer Umbau
- http://www.cnczone.com/forums/showthread.php?t=92213
- Noch ein CNC Umbau
Anbieter von CNC (Teil-)lösungen
- http://www.kdntool.com/_sgg/m1_1.htm - X1 CNC Umbau
- http://cnc-laden.de/shop/ - CNC Bauteile
- http://www.cnc-spezialist.de/ - Anbieter von CNC-Lösungen, u.a. Lieferant meiner Motoren
- http://www.thiemig.de/start.htm - Anbieter von CNC Lösungen
- http://www.synbio.org.uk/component/content/article/46-instrumentation-news/1150-make-guide-for-cnc.html?directory=257
- Allgemeine Infos zu Fräsen und CNC-Umbau
Motoransteuerung
- http://www.majosoft.com/engraving/html/stepper_driver_board_with_l297_and_L6203.html
- Beschreibung der Schrittmotoransteuerung 4A/42V
- http://www.datasheetcatalog.net/de/datasheets_pdf/L/6/2/0/L6203.shtml
- Datenblatt des L6203 Motortreibers
- http://www.kielnet.net/home/julien.thomas/tech/schrittmotortester.htm
- Diverse Infos zu Schrittmotoren, u.a. experimentelle Bestimmung von Drehmoment und Haltemoment
Motorkupplungen
- http://de.nanotec.com/wellenkupplungen.html#
- Kommerzielle Kupplungen
- http://www.lovejoy-inc.com/products/jaw-type-couplings/l-type.aspx
- Kupplungen von Lovejoy, in Fräsprojekten oft genutzt
EMC
- http://www.linuxcnc.org/ - EMC Homepage
- http://linuxwiki.de/EMC - Deutsche EMC Site
- http://www.schlagmueller.de/dlr/linuxcnc/index.htm
- Interessantes zu EMC
Rohmaterial zum Fräsen und Drehen
- http://www.wilmsmetall.de/ - Wilms Metallmarkt, schneiden auch zu
Nutzung und Verbesserungen von Fräsen
- http://www.zellix.de/ - Herbert Zellhuber, ein begnadeter Mechaniker, gibt zahllose Anregungen zur Verbesserung von Fräsen ( und auch Drehbänken), extrem lesenswert…